UOBDII BLOG
تشخیص خودکار ، برنامه ریزی کلیدی ، بارگیری نرم افزار OBDUOBDII BLOG
تشخیص خودکار ، برنامه ریزی کلیدی ، بارگیری نرم افزار OBDآموزش Xhorse CONDOR XC-MINI PLUS II: برش کلید جدید هوندا سیویک
چگونه از Xhorse CONDOR XC-MINI PLUS II یک کلید جدید هوندا سیویک/اینتگرا استفاده کنیم؟
در اینجا آموزش ها وجود دارد:
کلید جدید هوندا سیویک/اینتگرا بسیار ضخیم است. بنابراین ما از یک کلید خالی شماره 123 برای تکرار استفاده کردیم. از آنجایی که قسمت خالی ضخیم است، ابتدا باید آن را برش دهید.
![]()
مراحل:
تنظیم پروب و قطر برش>> کالیبره کردن دستگاه>> انجام تشخیص عمق برش>> نازک برش قسمت خالی (سر/ارتفاع کلید)>> نوک کلید برش>> گاز گرفتن کلید برش
مرحله 1: پروب و قطر برش را تنظیم کنید
روی تنظیمات>> تنظیمات برش>> تنظیم قطر پروب و برش ضربه بزنید
تأیید کنید که گزینههای پیشفرض درست هستند یا خیر، اگر بله، برای ادامه روی «ذخیره» کلیک کنید. اگر نه، داده ها را تغییر دهید و ذخیره کنید.
قطر پروب پیش فرض 1.0 میلی متر و فرز 2.5 میلی متر است، فقط روی «ذخیره» ضربه بزنید.

![]()
مرحله 2: Condor XC Mini Plus II را کالیبره کنید
به منوی اصلی برگردید
گیره M5، برش 2.5 میلی متری، پروب 1.0 میلی متری را روی XC Mini Plus II نصب کنید
برای کالیبره کردن دستگاه برش کلید XC Mini Plus II روی برش دستی>> حالت خط>> مقداردهی اولیه ضربه بزنید.

![]()
مرحله 3: تشخیص عمق برش را روی سطح مرجع انجام دهید
کلید خالی را وارد کنید و گیره را سفت کنید
برای تعیین نقاط مرجع ارتفاع، نقطه Z را تشخیص دهید
پروب را تا جایی حرکت دهید که درست بالای جای خالی قرار گیرد
نقطه Z را تشخیص داده و نقطه را ثبت کنید
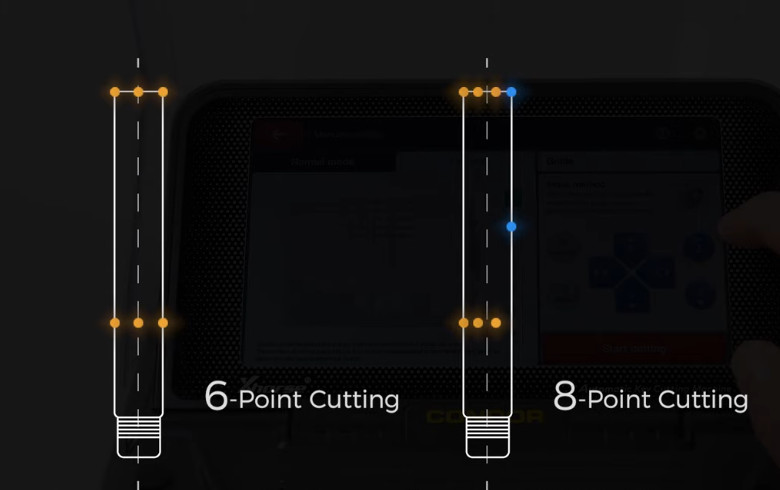
در حال حاضر Mini Plus II از ثبت 2-6 امتیاز پشتیبانی می کند
می توانید 6 نقطه را مستقیماً ثبت کنید و آن را نازک کنید.
با این حال، این نقاط باید به طور دقیق ثبت شوند و ثبت آن با چشم انسان سخت است (شاید به کولیس ورنیه نیاز داشته باشید)، بنابراین توصیه می شود برای پایان برش، 8 نقطه را ثبت کنید.
ابتدا 6 نقطه و سپس 2 نقطه را تشخیص دهید
نقطه 1، نقطه 2، نقطه 3، نقطه 4، نقطه 5 و نقطه 6 را به ترتیب تشخیص دهید
این نکات را با موفقیت ثبت کنید
![]()

![]()
مرحله 4: Blank را نازک برش دهید
عمق برش را روی 1.50 میلی متر تنظیم کنید و روی «برش» ضربه بزنید.
شروع به بریدن قسمت خالی کنید…
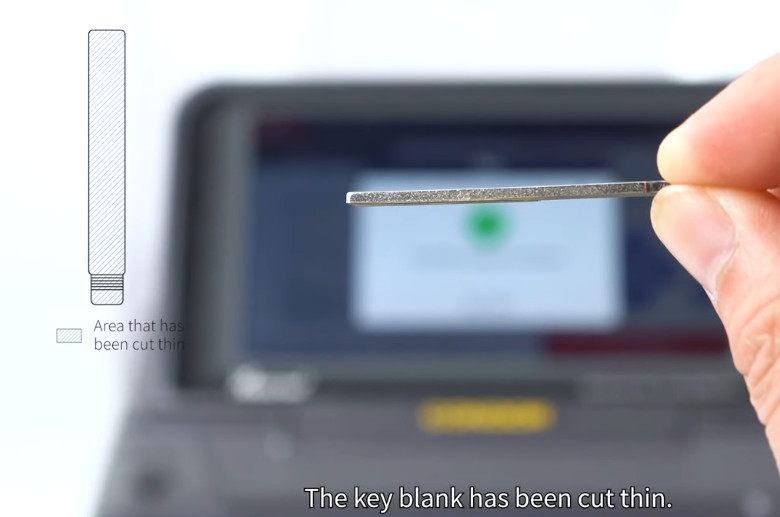
برش به پایان رسید و می توانید ببینید که قسمت های داخل 6 نقطه کاملاً نازک شده اند.

![]()
مرحله 5: قسمت سر کلید را برش دهید
کلید را برعکس وارد کنید
"شروع برش" را فشار دهید
عمق برش 1.50 میلی متر است و برای ادامه روی «برش» کلیک کنید.
برش 6 امتیاز را تمام کنید.

![]()
نیاز به ثبت دو نقطه آخر و قطع تنظیم مجدد کلید
دستگاه را راه اندازی کنید
کلید خالی را وارد کنید و گیره را سفت کنید
نقطه Z را تشخیص دهید
نقطه 1 و 2 را تشخیص دهید
عمق برش نیز 1.50 میلی متر است و برش را شروع کنید
مرحله 6: قسمت ارتفاع کلید را برش دهید
عمق برش را روی 1.50 میلی متر تنظیم کنید و روی «برش» ضربه بزنید.
جای خالی کلید نازک شده است
![]()
مرحله 7: نوک کلید را برش دهید
بر اساس شکل نوک کلید اصلی، کلید را خالی علامت بزنید
روی Manual cutting>> Line mode>> Initialize ضربه بزنید
پس از راه اندازی دستگاه برش کلید Xhorse، کلید خالی را وارد کرده و گیره را سفت کنید.
نقطه Z را تشخیص دهید
نقطه 1، نقطه 2 و نقطه 3 را به ترتیب تشخیص دهید
تشخیص موفقیت آمیز بود، سپس نقطه را ثبت کنید.
روی «شروع برش» ضربه بزنید
عمق برش را روی ۱.۷۵ میلیمتر تنظیم کنید و روی «برش» ضربه بزنید.
برش کامل شد

![]()
مرحله 8: گاز گرفتن کلید را برش دهید
روی خودرو>> برند/مدل>> همه مناطق>> هوندا>> سیویک>> SY 16886 ضربه بزنید

![]()
دو طرف کلیدهای سیویک در گاز گرفتن متفاوت هستند.

![]()
یک طرف را شناسایی کنید و شروع به رمزگشایی طرف کنید.
کلید اصلی را وارد کرده و گیره را محکم کنید
برای رمزگشایی یک طرف کلید روی «کلید رمزگشایی» ضربه بزنید
در کنار یادگیری کامل شد، سپس "سمت B" را فشار دهید
کلید را برگردانید و گیره را سفت کنید
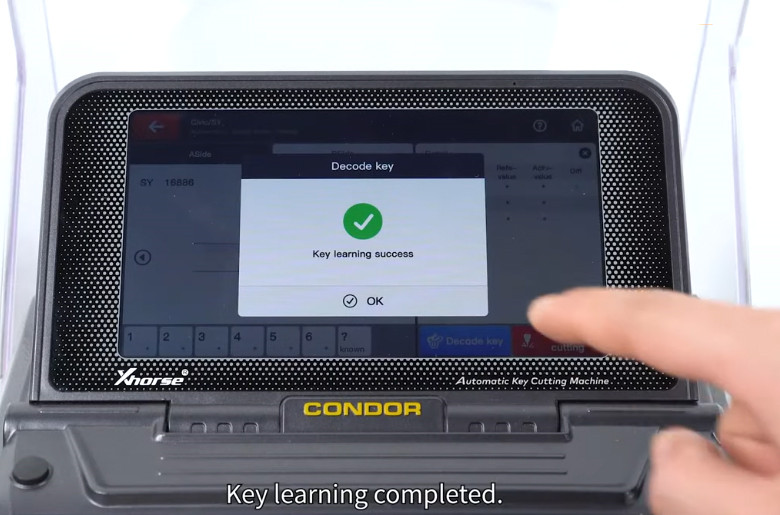
برای رمزگشایی سمت B کلید روی «کلید رمزگشایی» ضربه بزنید
یادگیری کلید موفقیت آمیز است.

![]()
![]()
کلید خالی را وارد کنید و گیره را سفت کنید
برای کپی کردن یک طرف کلید روی "شروع برش" کلیک کنید
پس از کپی کردن سمت A، کلید را برگردانید و سمت B را کپی کنید.
تکثیر کلید جدید هوندا سیویک/اینتگرا را به پایان برسانید و کلید را برای تست در سیلندر قرار دهید، کاملاً کار می کند.

![]()

![]()
بیشتر بدانید: https://www.uobdii.com/wholesale/xhorse-condor-xc-mini-plus-ii.html


























